tək kameralı üfüqi vakuum qaz söndürmə sobası




Vakuum qaz söndürmə nədir
Vakuum qazı söndürmə, iş parçasının səth sərtliyini artırmaq üçün iş parçasını vakuum altında qızdırmaq və sonra yüksək təzyiq və yüksək axın sürəti ilə soyutma qazında tez bir zamanda soyutma prosesidir.
Adi qaz söndürmə, yağ söndürmə və duz vannası söndürmə ilə müqayisədə vakuum yüksək təzyiqli qaz söndürmənin açıq üstünlükləri var: yaxşı səth keyfiyyəti, oksidləşmə və karbürləşmə yoxdur; Yaxşı söndürmə vahidliyi və kiçik iş parçası deformasiyası; Söndürmə gücünün yaxşı idarəolunması və idarə olunan soyutma sürəti; Yüksək məhsuldarlıq, söndürmədən sonra təmizləmə işlərinə qənaət edir; Ətraf mühitin çirklənməsi yoxdur.
Vakuum yüksək təzyiqli qaz söndürmə üçün uyğun bir çox material var, əsasən bunlardır: yüksək sürətli polad (məsələn, kəsici alətlər, metal qəliblər, matrislər, ölçü cihazları, reaktiv mühərriklər üçün yastıqlar), alət poladı (saat hissələri, qurğular, preslər), matris poladı, yastıq poladı və s.
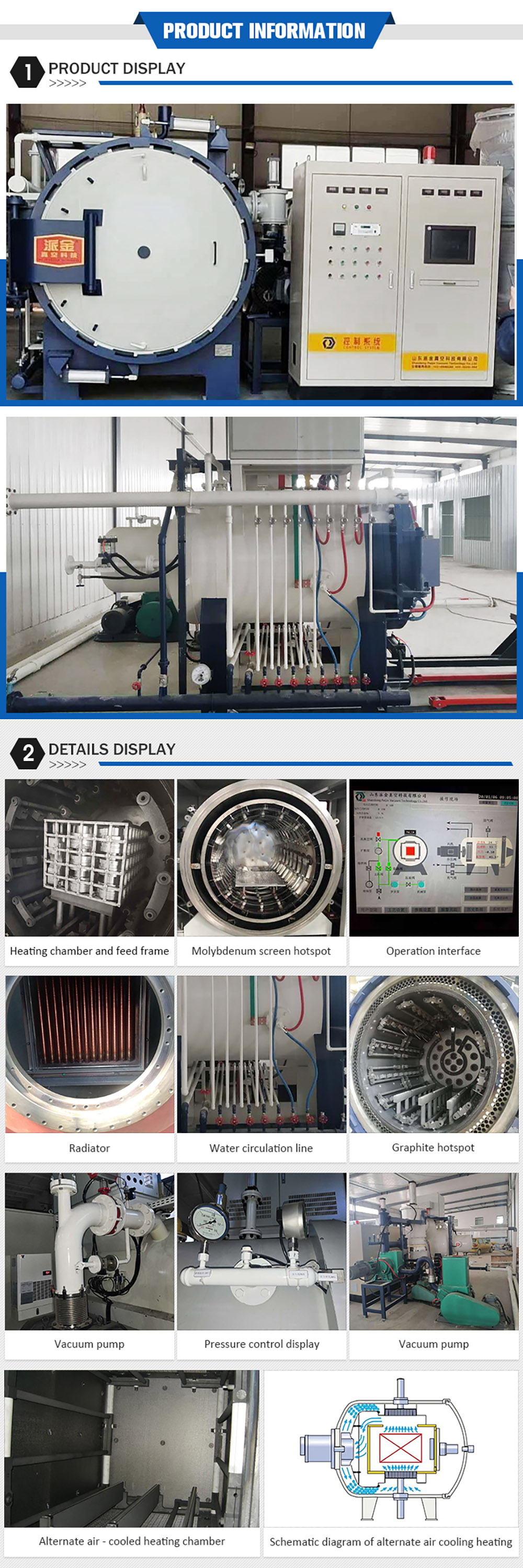
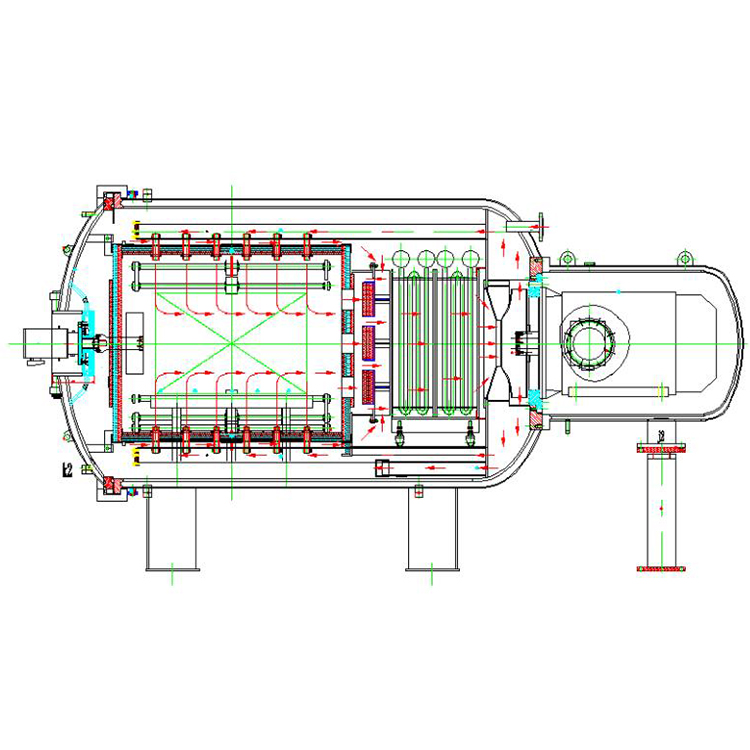
Paijin vakuum qaz söndürmə sobası, soba gövdəsi, istilik kamerası, isti qarışdırma fanı, vakuum sistemi, qaz doldurma sistemi, vakuum qismən təzyiq sistemi, elektrik idarəetmə sistemi, su soyutma sistemi, qaz söndürmə sistemi, pnevmatik sistem, avtomatik soba qidalandırma arabası və enerji təchizatı sistemindən ibarət vakuum sobasıdır.



Tətbiq
Paijin Vakuum qaz söndürmə sobasıpolad, yüksək sürətli polad, paslanmayan polad və s. kimi materialların söndürmə emalı; paslanmayan polad, titan və titan ərintisi kimi materialların məhlul emalı; müxtəlif maqnit materiallarının tavlama və temperləmə emalı; və vakuum lehimləmə və vakuum sinterləmə üçün istifadə edilə bilər.

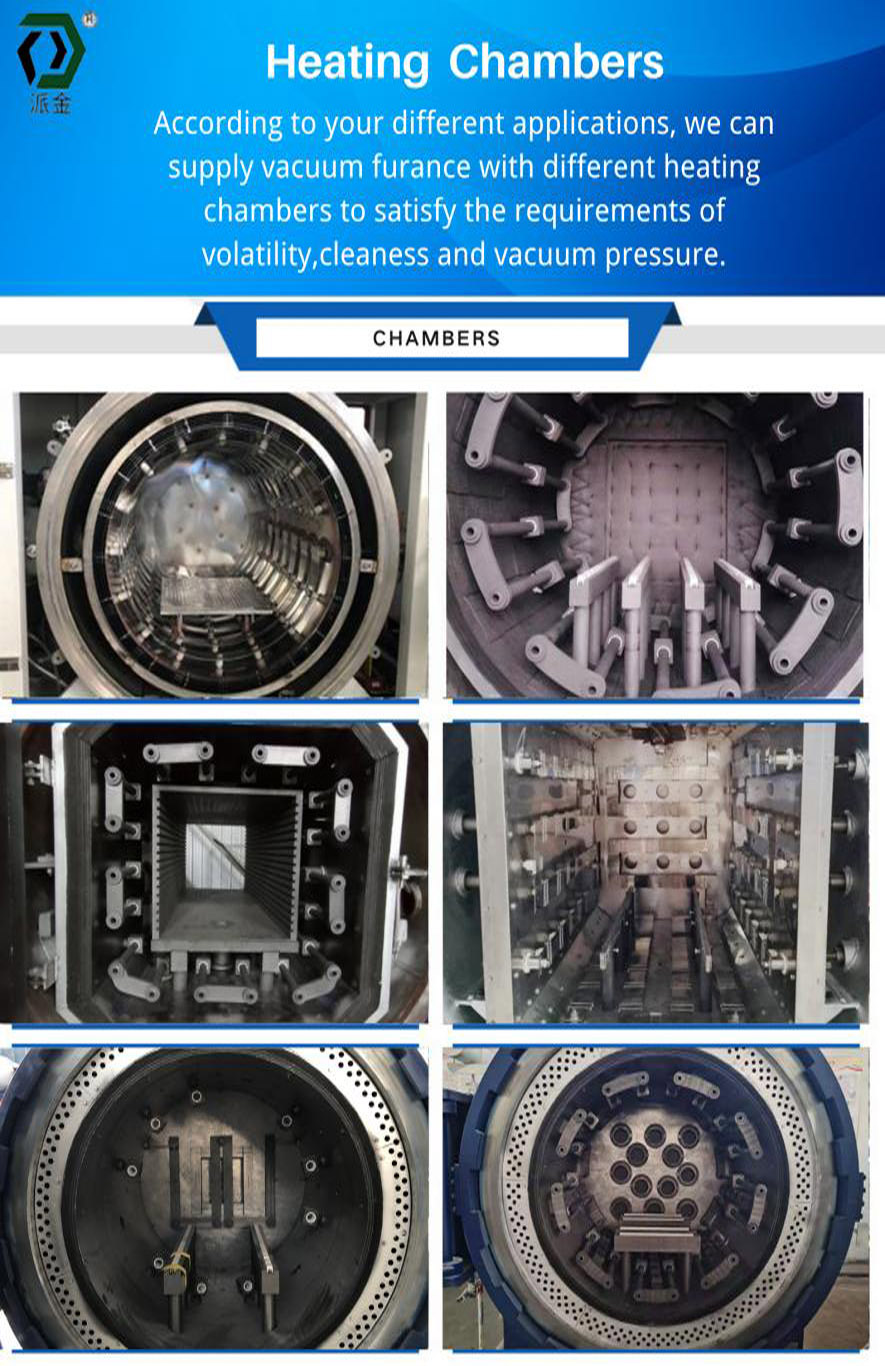
Xüsusiyyətlər
1. Yüksək soyutma sürəti:Yüksək səmərəli kvadrat istilik dəyişdiricisindən istifadə etməklə onun soyutma sürəti 80% artır.
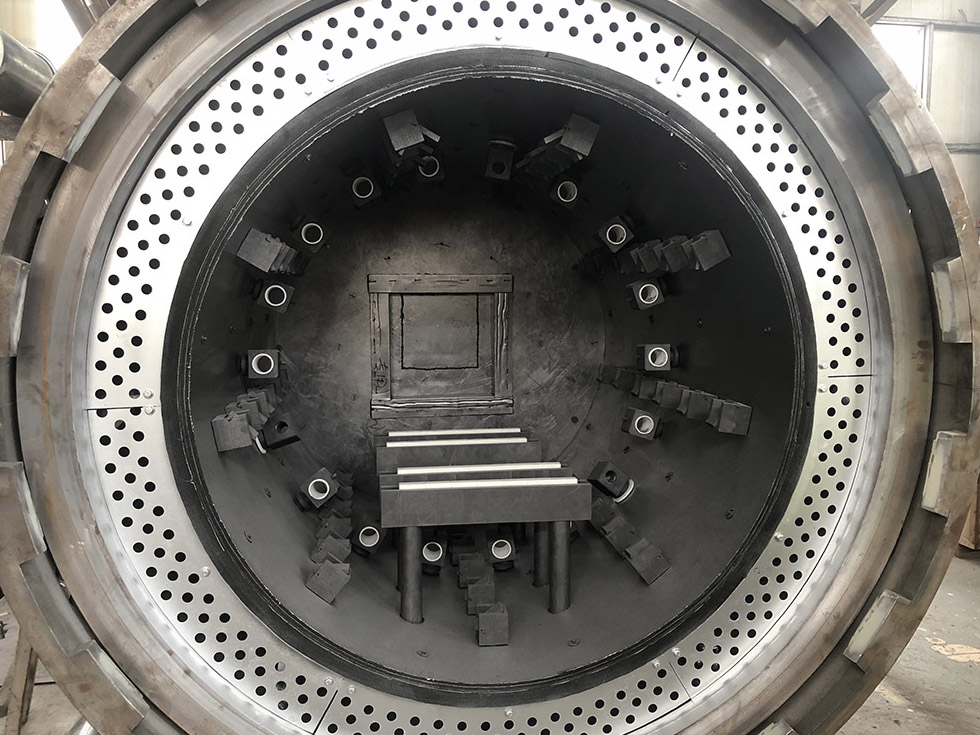
2. Yaxşı soyutma vahidliyi:Hava burunları istilik kamerasının ətrafında bərabər və pilləli şəkildə yerləşdirilib.
3. Yüksək Enerji Qənaəti:Hava burunları isitmə prosesində avtomatik olaraq bağlanacaq və bu da enerji xərcini 40% azaldır.
4. Daha yaxşı temperatur vahidliyi:onun istilik elementləri istilik kamerasının ətrafında bərabər şəkildə yerləşdirilib.
5. Müxtəlif proses mühitləri üçün uyğundur:İstilik kamerasının izolyasiya təbəqəsi müxtəlif mühitlərə uyğun kompozit sərt izolyasiya təbəqəsi və ya metal izolyasiya ekranı ilə hazırlanır.
6. Proses proqramlaşdırması üçün ağıllı və asan, sabit və etibarlı mexaniki hərəkət, avtomatik, yarı avtomatik və ya əl ilə həyəcan siqnalı verir və nasazlıqları göstərir.
7. Tezlik konversiyası ilə qaz söndürmə fanı, isteğe bağlı konveksiya hava isitməsi, isteğe bağlı 9 ballıq temperatur tədqiqatı, qismən təzyiq söndürmə və izotermik söndürmə.
8. Bütün süni intellekt idarəetmə sistemi və əlavə əl ilə idarə olunan əməliyyat sistemi ilə.
Standart model spesifikasiyası və parametrləri
| Standart model spesifikasiyası və parametrləri | |||||
| Model | PJ-Q557 | PJ-Q669 | PJ-Q7711 | PJ-Q8812 | PJ-Q9916 |
| Effektiv İsti Zona LWH (mm) | 500*500*700 | 600*600*900 | 700*700*1100 | 800*800*1200 | 900*900*1600 |
| Yük çəkisi (kq) | 300 | 500 | 800 | 1200 | 2000-ci il |
| Maksimum temperatur (℃) | 1350 | ||||
| Temperatur nəzarətinin dəqiqliyi (℃) | ±1 | ||||
| Soba temperaturunun vahidliyi (℃) | ±5 | ||||
| Maksimum Vakuum Dərəcəsi (Pa) | 4.0 * E -1 | ||||
| Təzyiq artım sürəti (Pa/H) | ≤ 0.5 | ||||
| Qaz söndürmə təzyiqi (Bar) | 10 | ||||
| Soba quruluşu | Üfüqi, tək kameralı | ||||
| Soba qapısının açılması üsulu | Menteşə növü | ||||
| İstilik elementləri | Qrafit istilik elementləri | ||||
| İstilik kamerası | Qrafit bərk hissə və yumşaq hissənin tərkib quruluşu | ||||
| Qaz söndürmə axını növü | Şaquli alternativ axın | ||||
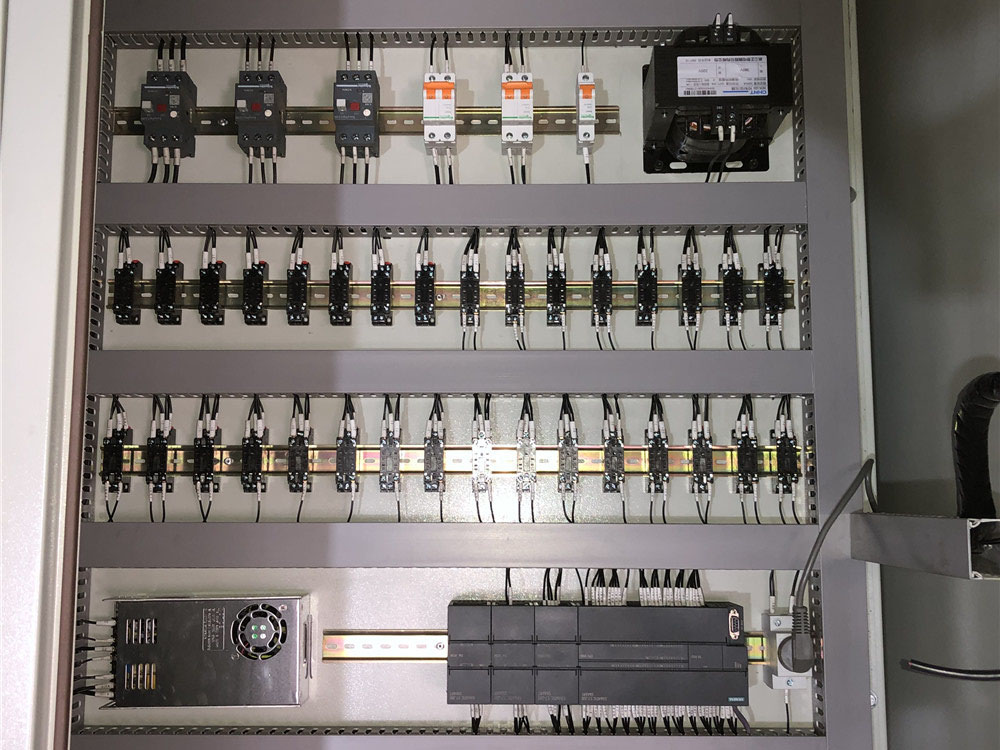
| PLC və Elektrik elementləri | Siemens | ||||
| Temperatur tənzimləyicisi | EUROTHERM | ||||
| Vakuum nasosu | Mexaniki nasos və kök nasosu | ||||
| Xüsusi isteğe bağlı diapazonlar | |||||
| Maksimum temperatur | 600-2800 ℃ | ||||
| Maksimum temperatur dərəcəsi | 6.7 * E -3 Pa | ||||
| Qaz söndürmə təzyiqi | 6-20 Bar | ||||
| Soba quruluşu | Üfüqi, Şaquli, tək kameralı və ya çox kameralı | ||||
| Qapı açma üsulu | Menteşe növü, Qaldırıcı növü, Düz növü | ||||
| İstilik elementləri | Qrafit qızdırıcı elementləri, Mo qızdırıcı elementləri | ||||
| İstilik kamerası | Qrafit hissədən ibarət, tamamilə metal əks etdirən ekran | ||||
| Qaz söndürmə axını növü | Honrizontal alternativ qaz axını; Şaquli alternativ qaz axını | ||||
| Vakuum nasosları | Mexaniki nasos və kök nasosu; Mexaniki, kök və diffuziya nasosları | ||||
| PLC və Elektrik elementləri | Siemens;Omron;Mitsubishi;Siemens | ||||
| Temperatur tənzimləyicisi | EUROTHERM;SHIMADEN | ||||
Keyfiyyətə nəzarət
Keyfiyyət məhsulların ruhudur, fabrik qərarının əsas məqamıdır'Gələcəyimizin gələcəyi. Paijin gündəlik işimizdə keyfiyyəti ən prioritet məsələlərdən biri kimi qəbul edir. Məhsullarımızın keyfiyyətli olmasını təmin etmək üçün 3 aspektə çox diqqət yetirdik.
1. Ən vacib məqam: İnsan. İnsan hər işdə ən vacib məqamdır. Hər yeni işçi üçün tam təlim kurslarımız var və hər bir işçini müəyyən bir səviyyəyə (kiçik, orta, yüksək) qiymətləndirmək üçün reytinq sistemimiz var, müxtəlif səviyyəli işçilər fərqli əmək haqqı ilə fərqli işlərə təyin olunurlar. Bu reytinq sistemində,'s yalnız bacarıqlara deyil, həm də məsuliyyət və səhv nisbətinə, icra hakimiyyətinə və s. nisbətinə də diqqət yetirir. Bu yolla fabrikimizdəki işçilər onun işində ən yaxşısını etməyə hazırdırlar. Və keyfiyyət idarəetmə qaydalarına ciddi şəkildə əməl edirlər.
2. Ən yaxşı materiallar və komponentlər: Biz bazarda yalnız ən yaxşı materialları alırıq, bilirik ki, materiala 1 dollar qənaət etmək sonda 1000 dollara başa gələcək. Elektrik komponentləri və nasoslar kimi əsas hissələr Siemens, Omron, Eurotherm, Schneider və s. kimi marka məhsullardır. Çində istehsal olunan digər hissələr üçün sənayedə ən yaxşı fabriki seçirik və sobada istifadə etdiyimiz hər bir hissənin ən keyfiyyətli məhsul olmasını təmin etmək üçün onlarla məhsul keyfiyyətinə zəmanət müqaviləsi imzaladıq.
3. Ciddi Keyfiyyət İdarəetməsi: Soba istehsalı proseslərində 8 keyfiyyət yoxlama məntəqəmiz var. Hər yoxlama məntəqəsində yoxlama 2 işçi tərəfindən aparılır və 1 fabrik meneceri buna cavabdehdir. Bu yoxlama məntəqələrində keyfiyyətini təmin etmək üçün materiallar və komponentlər, eləcə də sobanın hər bir aspekti ikiqat yoxlanılır. Nəhayət, soba zavoddan çıxmazdan əvvəl istilik emalı təcrübələri ilə son yoxlama aparılmalıdır.